 2022-11-20
2022-11-20
 684
684
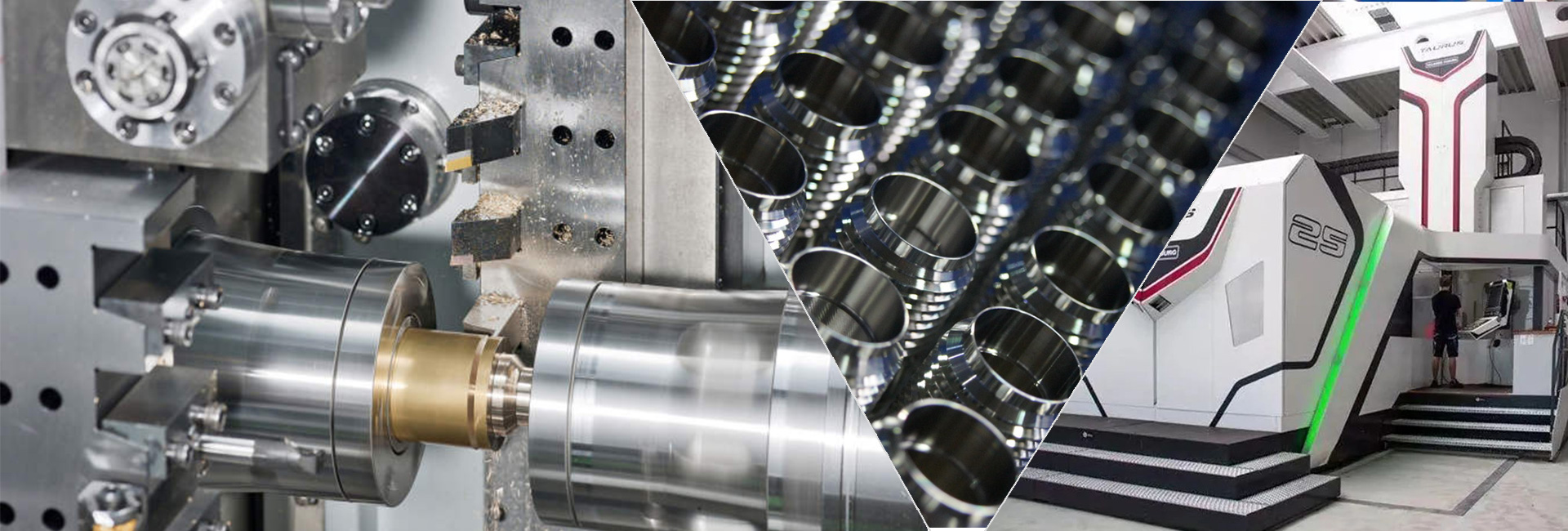
CNC加工是什么?
CNC加工通常是指计算机数字化控制精密机械加工,也叫数控加工,是指用数控的加工工具进行的加工。因为数控加工是编程后由电脑控制加工,因此,CNC加工具有加工质量稳定,加工精度高,重复精度高,可加工复杂型面,加工效率高等优点。
")
CNC加工的路线确定
")
加工路线的确定原则
(1)应能保证被加工工件的精度和表面粗糙度。
(2)使加工路线最短,减少空行程时间,提高加工效率。
(3)尽量简化数值计算的工作量,简化加工程序。
(4)对于某些重复使用的程序,应使用子程序。
CNC加工的流程
")
")
CNC加工方法的选择与加工方案的确定
1 加工方法的选择
")
例如,对于IT7级精度的孔采用镗削、铰削、磨削等加工方法均可达到精度要求,但箱体上的孔一般采用镗削或铰削,而不宜采用磨削。一般小尺寸的箱体孔选择铰孔,当孔径较大时则应选择镗孔。此外,还应考虑生产率和经济性的要求,以及工厂的生产设备等实际情况。常用加工方法的经济加工精度及表面粗糙度可查阅有关工艺手册。
")
加工方案确定的原则
")
CNC加工常见问题及如何解决
1 工件过切
")
2 分中问题
")
3 对刀问题
")
4 撞机编程
")
5 曲面精度
")
")
公司:港澳宝典正版资料库
项目询价热线:13510832431
电话:13602550056(余新发)
邮箱:[email protected] QQ:312520366
办公地址:深圳市宝安区新桥街道上星社区中心路108号锐钧大厦19层
虎门工厂地址:东莞市虎门镇大宁社区浦江路9号6栋
湖北工厂地址:湖北省黄石市铁山区光谷大道2号

微信公众号

抖音号

微信扫一扫
立即咨询

 China
China







 点击咨询
点击咨询

